Zarządzanie utrzymaniem ruchu (ang. TPM – Total Productive Maintenance) drogą do efektywnego wykorzystania maszyn
2 października 2024
Co to jest Total Productive Maintenance – kompleksowe utrzymanie ruchu?
System TPM (ang. Total Productive Maintenance – całkowite produktywne utrzymanie) polega na włączaniu w codzienną obsługę i serwis maszyn pracowników produkcyjnych, wykorzystujących dane urządzenie poprzez odpowiednie zarządzanie utrzymaniem ruchu (TPM). Wymaga ona przeszkolenia pracowników produkcyjnych, tak by odciążyć pracę działów utrzymania zapewniając produktywne utrzymanie maszyn. Dzięki tej metodzie podstawowe czynności serwisowe podczas obsługi maszyny są wykonywane regularnie, a czas niezbędny do wykonania serwisu — skrócony do minimum ze względu na ograniczenie czasu potrzebnego na oczekiwanie na serwisanta. Z pojęciem system TPM nierozerwalnie łączy się pojęcie Predictive Maintenance, (tpm konserwacji maszyn), czyli przewidywanie serwisów przed uszkodzeniem maszyny, możliwe dzięki codziennej obserwacji pracy urządzenia przez operatora i/lub kontroli parametrów jej pracy. Metodologia produktywnego utrzymania ruchu pozwala maksymalnie wykorzystać dostępny park maszynowy i znacznie ograniczyć straty spowodowane nieplanowanymi postojami oraz awariami. Oprócz ograniczenia strat, utrzymanie ruchu wspiera wdrażanie innowacji, których źródłem często są sami pracownicy, obsługujący daną maszynę, pozwala na produktywne utrzymanie maszyn oraz wspomaga prawidłowe zarządzanie utrzymaniem ruchu (TPM).
Zarządzanie utrzymaniem ruchu wywodzi się z metody 5S. Metoda ta jest wprawdzie podstawą TPM, jednak metodologia ta nie istniałaby bez filarów, którymi są:
Samodzielność zespołów serwisowych – rozumianą jako zdolność i upoważnienie zespołu serwisowego do podejmowania decyzji związanych z naprawą oraz możliwość wprowadzania innowacyjnych poprawek/usprawnień w maszynie.
Doskonalenie – rozumiane jako umiejętność i chęć wprowadzania zmian o charakterze pozytywnym oraz skupianie się na wprowadzaniu możliwych poprawek.
PredictiveMaintenance – predykcyjne utrzymanie ruchu – działanie w myśl zasady, że lepiej serwisować niż naprawiać. Dzięki znajomości maszyny i wprowadzeniu odpowiednich serwisów i przeglądów, można uniknąć awarii oraz zaplanować konieczne przerwy serwisowe, a dzięki odpowiedniemu przygotowaniu znacznie skrócić ich czas trwania.
Dbałośćojakość – znajomość pracy maszyny daje możliwość wyciągania prawidłowych wniosków o przyczynach powstawania braków, a w konsekwencji do wprowadzania zmian mających na celu ich eliminację.
Inwestycjew park maszynowy – dzięki optymalnemu wykorzystaniu posiadanego parku maszynowego, można w odpowiedni sposób zaplanować budżety serwisowe, a decyzje o zakupie nowych maszyn podejmowane są w chwili faktycznej konieczności rozszerzenia parku maszynowego.
Edukacja – z jednej strony szkoleni są pracownicy produkcyjni z niezbędnych wymaganych serwisów, z drugiej strony pracownicy działu utrzymania ruchu uzyskują bezcenną wiedzę od operatorów maszyn o specyfice pracy i obsługi konkretnej maszyny.
Zarządzanie – minimalizacja nakładów niezbędnych do zapewnienia ruchu maszynie przy jednoczesnej maksymalizacji wykorzystania maszyny. Często wiąże się ze standaryzacją wypracowanych praktyk i stosowaniem tych samych wypracowanych zasad przez wszystkich operatorów.
BHP – oprócz poprawy efektywności system zwraca szczególną uwagę na środowisko pracy oraz wpływ oddziaływania maszyn na środowisko.
Etapy wdrażania TPM. Jak zrealizować skuteczne wdrożenie TPM w dziale utrzymania ruchu? Jak zakład ma wyglądać po wdrożeniu systemu TPM?
Przygotowując w przedsiębiorstwie wdrożenie systemu jakim jest TPM, po ustaleniu jakie są jego główne cele, należy podzielić działania na trzyfazy:
Budowa programu – ustalenie na wszystkich poziomach odpowiedzialności struktur TPM, wskazanie zaangażowania najwyższego kierownictwa, określenie celów, praca nad sposobem myślenia pracowników, itp.
Uporządkowanie – w tej fazie z jednej strony porządkuje się stanowiska pracy i maszyny (często w tym momencie uruchamiane jest 5S), porządkuje się również podejście do pracy i wypracowuje optymalne sposoby realizacji procesów produkcyjnych. Dzięki tym działaniom w zasadzie w sposób automatyczny, zwiększa się świadomość pracy zespołowej i poczucie współodpowiedzialności każdego pracownika, za wynik jakim jest finalny wyrób dla klienta.
Wdrożenie i doskonalenie – w trakcie tej fazy następuje przekazanie i utrzymanie pomiędzy pracownikami wiedzy, o wynikach fazy drugiej. W trakcie fazy trzeciej często następuje wdrażanie narzędzi maksymalizujących zyski. Dobór narzędzi powinien być dostosowany do specyfiki przedsiębiorstwa i danego produktu.
Jak efektywnie wprowadzić całkowite produktywne utrzymanie maszyn?
W trakcie gdy, realizowane jest wdrożenie systemu należy poświęcić dużo czasu na początku, na edukację pracowników, zaczynając od najwyższego kierownictwa, poprzez średnie szczeble zarządzania, na pracownikach szeregowych kończąc. Każdy musi się poczuć częścią procesu i wzbudzić w sobie odpowiedzialność za wyniki. Uruchomienie systemów takich jak TPM silnie oparte jest o pracę zespołową i współpracę między pracownikami. Bez wypracowania w przedsiębiorstwie umiejętności współpracy i bez likwidacji silosów kompetencyjnych, wdrożenie okaże się albo mało efektywne albo wręcz stanie się źródłem kolejnej straty, zamiast zysku.
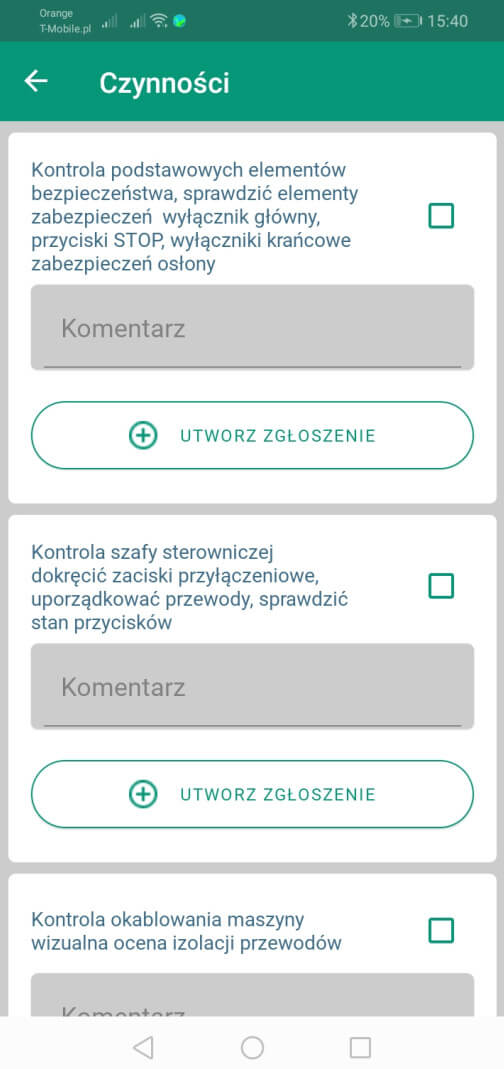
Skuteczne działanie modułu TPM, należy rozpocząć od jego wdrożenia oraz od analizy stanu parku maszynowego, wymagań związanych z serwisem i obsługą maszyn. Kolejnym krokiem jest wyznaczenie działań, które w trakcie pracy wykonywać będą operatorzy oraz stworzenie list/procedur zarówno dla operatorów, jak i pracowników działu utrzymania ruchu. CMMS+EAM 4FACTORY jest systemem, którego funkcjonalność w pełni wspiera wdrożenie TPM (całkowite produktywne utrzymanie) w przedsiębiorstwach produkcyjnych. Aplikacja mobilna umożliwia w prosty i przejrzysty sposób zaraportować wykonane czynności serwisowe, a historia wpisów tworzy swoistą książkę obsługi maszyny. Zapisy robią sami pracownicy utrzymania ruchu w trakcie lub bezpośrednio po wykonanej czynności serwisowej. Moduł przeglądowy wraz z listami kontrolnych części i czynności są podstawą do udanego wdrożenia TPM (produktywne utrzymanie maszyn) w małych, średnich, ale również dużych przedsiębiorstwach. Wspomaga to i systematyzuje pracę działów utrzymania, zapewnia produktywne utrzymanie maszyn oraz pozwala lepiej weryfikować co w ciągu zmiany realizują pracownicy utrzymania ruchu.
Zdj. Listy kontrolne czynności dla przeglądów prewencyjnych – aplikacja mobilna
Jakie korzyści daje stosowanie całkowitego produktywnego utrzymania maszyn? Jakie są zalety TPM?
Każde działanie i nowe wdrożenie powinno przynieść pewne korzyści. Wdrażając TPM można spodziewać się korzyści w obszarach związanych z sześcioma wielkimi stratami, choć nie tylko. Korzyści jakich można oczekiwać to:
wzrost wydajności produkcji, dzięki minimalizacji czasu na awarie i nieplanowane przestoje (minimalizacja wskaźników MTBF (ang. Mean Time Between Failure) i MTTR (ang. Mean Time to Repair);
wzrost wydajności produkcji, dzięki zmniejszeniu czasu na przygotowanie maszyny do pracy oraz zakończeniu produkcji (minimalizacja czasu TP i TZ);
wzrost wydajności produkcji poprzez zmniejszenie czasu na pracę bezczynną i mikro przestoje (lepsze wykorzystanie maszyn);
wzrost wydajności produkcji, dzięki większej prędkości pracy, lepsze wykorzystanie możliwości maszyn i urządzeń, wzrost sprawności produkcyjnej maszyn i urządzeń;
wzrost wydajności produkcji, dzięki minimalizacji ilości elementów błędnych i braku konieczności wykonywania poprawek oraz przy okazji wzrost zaufania klientów i zmniejszenie kosztów obsługi reklamacji;
wzrost wydajności produkcji, dzięki lepszej organizacji pracy i przygotowaniu do zaplanowanego przezbrojenia. Minimalizacja czasu niezbędnego na zmiany i przezbrojenia;
zmniejszenie kosztów niezbędnych na materiał i poprawki;
poprawienie bezpieczeństwa pracy, wzrost kompetencji pracowników i poczucia odpowiedzialności za maszyny i urządzenia powierzone pracownikom do użytkowania (dbałość jak o „własne”);
eliminacja silosów kompetencyjnych w zespole i znaczna poprawa komunikacji pomiędzy pracownikami z różnych działów i obszarów, zwiększenie świadomości pracowników o potrzebach w innych obszarach i wiedza o tym, jaki wpływ ma wynik pracy w jednym obszarze, na jakość i komfort pracy w obszarach kolejnych.
Filary systemu TPM – czyli jak działa TPM i jakie ma cele?
Total Productive Maintenance można nazwać narzędziem-filozofią. Filozofią, bo aby było skuteczne musi zajść pewna zmiana w całym przedsiębiorstwie. Od szeregowego pracownika, po kierowników, dyrektorów i zarząd. Narzędziem, ponieważ wprowadzenie TPM ma na koniec dać firmie konkretne wymierne korzyści. Ma więc to narzędzie swoje cele.
Literatura wskazuje trzy główne cele TPM („zasada trzech zer”):
zero awarii,
zero braków,
zero wypadków,
tylko co to właściwie znaczy? W dużym uogólnieniu chodzi o wykonywanie takich działań, aby wpływ zakłóceń w produkcji wyeliminować lub maksymalnie zminimalizować, zapewniając utrzymanie ruchu maszyn i urządzeń. Aby to osiągnąć należy przede wszystkim maksymalizować wydajność poszczególnych maszyn, urządzeń i pozostałych elementów wyposażenia, mającego wpływ, na efektywność danego obszaru produkcyjnego. Aby to było możliwe istotny jest prawidłowo wdrożony i ciągle doskonalony system utrzymania ruchu. I w tym miejscu, służbom utrzymania ruchu należy udostępnić odpowiednie narzędzia do pracy, nie tylko mechaniczne, ale również informatyczne (patrz CMMS+EAM 4FACTORY). W tym punkcie obszar oddziaływania TPM kończy się w wielu przedsiębiorstwach produkcyjnych, a nie powinien. Każdy pracownik, którego praca może mieć wpływ na maszynę (bezpośrednio lub pośrednio) wypełniając swoje obowiązki musi pamiętać o celach TPM i podejmując decyzje kierować się zasadami trzech zer. Dopiero zaangażowanie w system TPM obszarów planistycznego, technologicznego, zaopatrzeniowego, kierownictwa oraz produkcyjnego pozwala realnie osiągnąć cele Total Productive Maintenance.
Teoria sześciu wielkich strat według TPM
Strata jest czym nierozerwalnie związanym z produkcją. Skategoryzowanie ich i analiza pozwala przedsiębiorstwom znacznie poprawić wskaźnik OEE. 6 wielkich strat jest koncepcją metodologii TPM, która dzieli straty związane z nieprawidłowym działaniem sprzętu produkcyjnego (maszyn, urządzeń, itp.) w taki sposób, aby ułatwić ich analizę, eliminację i maksymalizować wskaźnik OEE. Minimalizacja strat zapewnia, że główne cele TPM są realizowane.
Stratami tymi są:
straty przez awarie maszyn i urządzeń – aby im przeciwdziałać w pierwszym kroku należy zrealizować skuteczne wdrożenie TPM rejestrujący zdarzenia produkcyjne oraz zastosować zasadę pracy zakładającą serwis zamiast naprawy (Predictive Maintenance),
straty na rozruch – są to straty, których całkowita eliminacja jest w zasadzie niemożliwa, jeśli dana maszyna/urządzenie produkuje więcej niż jeden wyrób. Minimalizacja tych rodzajów strat opiera się o planowanie rozruchów i wykonywanie tych czynności przygotowawczych, które są możliwe w trakcie pracy maszyny,
straty przez mikroprzestoje i pracę bezczynną – pojęcie mikroprzestojów jest często zbytnio lekceważone. W świadomości ludzkiej, jeśli coś jest mikro, to jest małe, nieistotne. Jednak wiele mikroprzestojów zliczonych razem, odpowiada za straty czasowe najczęściej w znacznym stopniu. Aby wyeliminować lub minimalizować takie straty konieczne jest ciągłe monitorowanie cyklu produkcyjnego, wraz z określeniem powodu mikroprzestoju oraz ciągła analiza powodów zatrzymań i taka optymalizacja pracy, aby chwilowe zatrzymania występowały jak najrzadziej,
straty przez spowolniony cykl pracy – takie rodzaje strat również występują bardzo często i równie często są niedoceniane. Z jednej strony istnieje zależność między spowolnioną pracą, a jakością (wolniej, więc dokładniej) jednak należy obserwując i monitorując cykl pracy, oraz jakość wyrobu optymalizować oba czynniki,
straty przez problemy jakościowe i poprawki – ten rodzaj strat w przedsiębiorstwach jest najczęściej bardzo dobrze wyczuwalny i zarządzany. W tę grupę wchodzą wszystkie straty związane z koniecznością wolniejszej pracy przez zły materiał, koniecznością wykonywania poprawek czy materiałem zmarnowanym na braki produkcyjne. Jest to również rodzaj strat stosunkowo łatwo mierzalny i w prosty sposób można wycenić straty na brak wartości dodanej dla klienta zewnętrznego i/lub wewnętrznego,
straty przez przezbrojenia i zmiany nastaw – to drugi rodzaj strat dość intuicyjnie wyczuwalny i rozpoznawalny. Często jednak panuje przekonanie, że są to straty, z którymi nic nie da się zrobić. I tutaj ponownie analiza i monitorowanie sposobu realizacji przezbrojenia, wprowadzenie unifikacji narzędzi, czy poświęcenie czasu przed przezbrojeniem na przygotowanie działania, umożliwiają „odzyskanie” czasu utraconego, a tym samym podniesienie wydajności i produktywności.
TPM w praktyce – utrzymanie maszyn
W trakcie wdrożenia CMMS+EAM 4FACTORY zaleca się wykonanie inwentaryzacji maszyn i ich stanu oraz części i materiałów eksploatacyjnych, które są w zasobach organizacji. Do uruchomienia TPM opartego o CMMS+EAM 4FACTORY niezbędne jest również utworzenie lub aktualizacja istniejących procedur przeglądowo-serwisowych. Już wynik tych dwóch działań daje widoczne efekty oraz wskazuje miejsca w których działanie jest niezbędne. Umożliwia to ograniczenie strat spowodowanych awariami, a w połączeniu z możliwością świadomego planowania przestojów serwisowych pozwala lepiej wykorzystać posiadany park maszynowy co przekłada się na wzrost produktywności.
CMMS+EAM 4 FACTORY to jeden moduł tpm w systemie CMMS i EAM. Jeden produkt zapewniający kompleksową obsługę wszystkich aktywów przedsiębiorstwa (tego co dotyczy bezpośrednio produkcji – CMMS oraz pozostałych aktywów przedsiębiorstwa – EAM).
Ta strona korzysta z ciasteczek, aby zapewnić Ci najlepszą możliwą obsługę. Informacje o ciasteczkach są przechowywane w przeglądarce i wykonują funkcje takie jak rozpoznawanie Cię po powrocie na naszą stronę internetową i pomaganie naszemu zespołowi w zrozumieniu, które sekcje witryny są dla Ciebie najbardziej interesujące i przydatne.
Ściśle niezbędne ciasteczka
Niezbędne ciasteczka powinny być zawsze włączone, abyśmy mogli zapisać twoje preferencje dotyczące ustawień ciasteczek.
Jeśli wyłączysz to ciasteczko, nie będziemy mogli zapisać twoich preferencji. Oznacza to, że za każdym razem, gdy odwiedzasz tę stronę, musisz ponownie włączyć lub wyłączyć ciasteczka.
Ciasteczka stron trzecich
Ta strona korzysta z Google Analytics do gromadzenia anonimowych informacji, takich jak liczba odwiedzających i najpopularniejsze podstrony witryny.
Włączenie tego ciasteczka pomaga nam ulepszyć naszą stronę internetową.
Najpierw włącz ściśle niezbędne ciasteczka, abyśmy mogli zapisać twoje preferencje!