Wyjaśnienie cudów układania sekwencji to jeden z zabawniejszych tematów na moich seminariach. Opisałem wcześniej podstawy dobrego systemu do harmonogramowania. Teraz muszę udowodnić, że istnieje całkiem nowy świat, który czeka na eksplorację. Ten świat, to świat tworzenia sekwencji.
Na czym polega budowanie sekwencji?
Prosty sposób, aby zrozumieć budowanie sekwencji polega na wyobrażeniu sobie dwóch samochodów jadących jednym pasem autostrady. Jeden może jechać 120 km na godzinę, a drugi 30 km na godzinę. Jeśli założymy, że nie mogą się wyprzedzać, to jak długo zajmie im przejazd 30 km? Oczywiście odpowiedź jest prosta, szybki samochód przejedzie ten odcinek w 15 minut. Jednak czy na pewno? Jeśli będzie jechał za wolnym samochodem to zajmie mu to tyle samo, co temu pierwszemu, czyli godzinę.
Jeśli chodzi o tworzenie sekwencji, to:
1+2+3≠3+2+1
To jeden z powodów, przez które harmonogramowanie z użyciem przedziałów czasowych nie zadziała.
Zdolność manipulowania logiką tworzenia sekwencji operacji na maszynie ma wpływ nie tylko na czas ustawienia maszyny, ale również na terminowość dostaw i produkcję w toku (WIP).
Jak zmiana w logice tworzenia sekwencji wpływa na terminowość zleceń?
Oto uproszczony przykład, który pokazuje, w jaki sposób prosta zmiana w sposobie w logice tworzenia sekwencji zleceń może mieć znaczący wpływ na zdolność do terminowej realizacji zleceń.
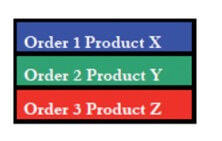
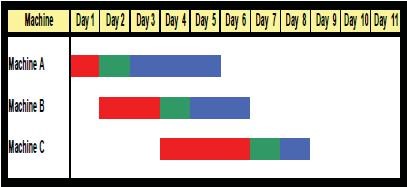
W tym przykładzie producent posiada trzy maszyny: Maszynę A, Maszynę B i Maszynę C. Załóżmy, że praca w zakładzie jest realizowana podczas jednej ośmiogodzinnej zmiany przez siedem dni w tygodniu. Firma produkuje trzy wyroby, z wykorzystaniem technologii jak pokazano poniżej.
Dla uproszczenia, załóżmy, że w firmie tej nie ma innych zleceń i że dla każdego z trzech produktów istnieje jedno zlecenie.
Jaki może być obiecany termin realizacji na każde z tych zleceń?
Jaki może być obiecany termin realizacji na wszystkie trzy zlecenia?
Scenariusz 1
W scenariuszu 1 zamówienia ustawione są w sekwencji X, potem Y, a następnie Z.
Wykres Gantta dla scenariusza 1 sekwencji
Wykres Gantta pokazuje, że produkt X może zostać ukończony w 6 dniu, Y w 7 dniu, a Z w 11 dniu.
Scenariusz 2
W scenariuszu 2, sekwencja została zmieniona na Z, potem Y, a na koniec X.
Wykres Gantta dla scenariusza 2 sekwencji
Teraz wykres Gantta pokazuje, że ta mała zmiana ma konsekwencje, które byłoby bardzo ciężko przewidzieć bez systemu APS. Produkt X zostałby ukończony w ósmym dniu, Y w siódmym dniu, a Z w szóstym dniu.
Przykład ten pokazuje, że czas potrzebny na dostarczenie wszystkich trzech zamówień zmniejszył się o trzy dni lub 27%, a wszystko za sprawą zmiany kolejności zdarzeń. Celem tego ćwiczenia jest pokazanie, że możliwość manipulowania sekwencjonowaniem zleceń i operacji może mieć znaczący wpływ na sposób pracy zakładu. System APS powinien oferować wiele zaawansowanych reguł tworzenia sekwencji oraz możliwość tworzenia nowych reguł w przypadku szczególnych wymagań.
W tym momencie muszę Czytelników ostrzec. Niektóre systemy harmonogramowania obiecują zoptymalizowane harmonogramy, co oznacza, że system wykorzystuje zaawansowane algorytmy do obliczenia miliardów możliwych rozwiązań do wyznaczenia optymalnej sekwencji (jest to proces, który może trwać wiele godzin). Chociaż istnieją oczywiste sytuacje, w których taka optymalizacja ma sens, to jednak na ogół tego rodzaju systemy dają wyniki, które są zbyt niestabilne (harmonogram ma tendencję do częstych zmian) i mylące dla planistów, w efekcie czego systemy te zawodzą.
Czasami systemy te określane są jako „czarne skrzynki”, ponieważ wszystko wydaje się być czarną magią, nad którą planista nie bardzo panuje. Największym problemem tych rozwiązań jest to, że wszelkie próby ręcznych zmian harmonogramu podejmowane przez planistę lub operatora na produkcji, mogą całkowicie zniszczyć wcześniejszą optymalizację. W rzeczywistości za każdym razem, gdy operacja trwa dłużej lub krócej niż planowano, może ona zniszczyć cały efekt optymalizacji, a planista nie ma możliwości, aby się o tym dowiedzieć.
Nasze podejście jest inne, ponieważ uwzględnienie wszystkich zmiennych i obliczenie idealnego harmonogramu jest zazwyczaj nierealne. Radziłbym korzystać z reguły 80/20, która mówi, że harmonogram powinien być tak zautomatyzowany, aby większość żmudnej pracy (80%) była wykonywana automatycznie, natomiast planiście pozwolono wykorzystać jego doświadczenie na precyzyjne dostrojenie harmonogramu (20%).
Jest to realizowane poprzez stworzenie reguł i pozwolenie planiście na ocenę poprawności ich działania. Zdolność tworzenia własnych reguł to tylko część możliwości „elastycznego” systemu harmonogramowania. Systemy harmonogramowania prawie zawsze potrzebują kastomizacji, które dopasowują je, aby mogły odzwierciedlać rzeczywisty sposób realizacji działań produkcyjnych w konkretnej firmie. To podejście jest diametralnie różne od sposobu, w jaki są wdrażane systemy ERP, w których firmy często mają za zadanie zmienić sposób prowadzenia biznesu tak, aby pasował on do nowego systemu.
Więcej informacji na temat powyższych zasad można uzyskać poprzez skontaktowanie się ze mną pod adresem: mliddell@stpartners.net.
Autor: Mike Liddell. Polskie tłumaczenie i prawa autorskie DSR S.A.
Ta strona korzysta z ciasteczek, aby zapewnić Ci najlepszą możliwą obsługę. Informacje o ciasteczkach są przechowywane w przeglądarce i wykonują funkcje takie jak rozpoznawanie Cię po powrocie na naszą stronę internetową i pomaganie naszemu zespołowi w zrozumieniu, które sekcje witryny są dla Ciebie najbardziej interesujące i przydatne.
Ściśle niezbędne ciasteczka
Niezbędne ciasteczka powinny być zawsze włączone, abyśmy mogli zapisać twoje preferencje dotyczące ustawień ciasteczek.
Jeśli wyłączysz to ciasteczko, nie będziemy mogli zapisać twoich preferencji. Oznacza to, że za każdym razem, gdy odwiedzasz tę stronę, musisz ponownie włączyć lub wyłączyć ciasteczka.
Ciasteczka stron trzecich
Ta strona korzysta z Google Analytics do gromadzenia anonimowych informacji, takich jak liczba odwiedzających i najpopularniejsze podstrony witryny.
Włączenie tego ciasteczka pomaga nam ulepszyć naszą stronę internetową.
Najpierw włącz ściśle niezbędne ciasteczka, abyśmy mogli zapisać twoje preferencje!