Raport 8D – skuteczna metoda rozwiązywania problemów obsługi procesów biznesowych
24 maja 2023
Niezależnie od branży, specyfiki czy czasu obecności na rynku, większość przedsiębiorstw napotyka na różnych etapach swojej działalności na problemy zakłócające ciągłość ich pracy. Może przełożyć się to bezpośrednio na spadek efektywności/produktywności ich działania oraz jakości świadczonych usług czy wytwarzanych wyrobów.
Przedsiębiorstwa te nierzadko dopiero w momencie wystąpienia problemu przystępują do próby jego rozwiązania. Zapominając, że jak powszechnie wiadomo, dużo efektywniej jest wszak „zapobiegać niż leczyć”. Stosowanie tej zasady wymaga jednak systematyczności, standaryzacji i zaangażowania zasobów, co w zderzeniu z „codziennością produkcyjną” zazwyczaj schodzi na plan dalszy.
Dostępne jest jednak narzędzie, którego użycie z jednej strony nie wymaga wiele czasu, zaś z drugiej daje bardzo dobre efekty w identyfikowaniu przyczyn występujących problemów oraz wdrożeniu działań, które skutecznie mogą zapobiec pojawianiu się ich w przyszłości.
Jest to Metoda 8D zwana także zamiennie Metodyką lub Raportem 8D.
Poniżej przedstawione zostały podstawowe informacje dotyczące metody, jej cele i korzyści ze stosowania oraz etapy tworzenia Raportu. Następnie czytelnik znajdzie tutaj odpowiedzi na kilka często stawianych odnośnie Raportu 8D pytań oraz opis praktycznego przykładu zastosowania tej skutecznej metodyki rozwiązywania problemów.
Definicja raportu 8D – kiedy stosować?
Raport 8D to narzędzie stosowane w celu rozwiązywania problemów jakościowych, zwłaszcza w przemyśle produkcyjnym (branży automotive). 8D to skrót od Eight Disciplines – osiem „dyscyplin” (kroków), które należy przeprowadzić w celu rozwiązania danego problemu. Raport ten ma na celu dostarczenie kompleksowego jego rozwiązania i zapobieżenie powtarzaniu się go w przyszłości. To strukturalny proces rozwiązywania problemów, który jest stosowany w przemyśle do identyfikacji i eliminacji przyczyn problemów, awarii i niezgodności w produkcie lub procesie.
Metoda została opracowana przez Departament Obrony USA jako norma „MIL-STD 1520 Corrective Action and Disposition System for Nonconforming Material”. Początkowo zastosowana przez Forda, a później szeroko rozpowszechniona wśród większości innych firm w przemyśle motoryzacyjnym.
Poza motoryzacją, raport 8D jest szczególnie skuteczny w przemysłach lotniczym, medycznym, elektronicznym oraz innych, gdzie jakość i niezawodność produktów są kluczowe dla jego sukcesu.
Cele i korzyści stosowania raportu 8D
Identyfikacja źródła problemu i jego przyczyn.
Określenie i wdrożenie skutecznych działań korygujących, które zapobiegną powtarzaniu się problemu (skuteczne i trwałe rozwiązanie problemów, zdefiniowanie mierzalnych wskaźników pozwalających na ocenę tej skuteczności).
Zwiększenie efektywności procesu produkcyjnego.
Zwiększenie zaangażowania i umiejętności zespołu w rozwiązywaniu problemów.
Poprawa relacji z dostawcami oraz (szczególnie) z klientami poprzez dostarczenie im kompleksowego rozwiązania problemu (zwiększenie satysfakcji klientów i lojalności wobec marki).
Minimalizacja strat finansowych i strat wynikających z utraty zaufania klientów.
Udoskonalenie procesów produkcyjnych, poprawa jakości produktów i procesów.
Poniżej opisanych zostało 8 kroków, będących podstawą przedstawianej metodologii:
Zespołowe podejście – utworzenie zespołu, który będzie zajmował się problemem i wdrożeniem raportu 8D. By być jak najefektywniejszą, wybrana grupa powinna spełniać kilka podstawowych wymagań, m.in. nie być zbyt liczną a przy tym posiadać reprezentantów z różnych dziedzin (działów przedsiębiorstwa) oraz mieć jasno określonego lidera z odpowiednimi kompetencjami.
Opis problemu – dokładne zdefiniowanie problemu i jego wpływu na proces produkcyjny oraz na klientów – kluczowe w kolejnym etapie, by działać jak najbliżej ogniska powstania problemu, a nie w jego dalszym otoczeniu.
Tymczasowe działania korygujące – wprowadzenie tymczasowych działań (akcji natychmiastowych / akcji tymczasowych), które pomogą zminimalizować negatywne skutki problemu. Ich celem jest również przywrócenie ciągłości produkcji oraz minimalizowanie kosztów wynikających z wytworzenia wadliwych wyrobów.
Analiza przyczyn – identyfikacja wszystkich możliwych przyczyn problemu i ich potwierdzenie poprzez analizę danych. Określenie przyczyny powinno być poprzedzone burzą mózgów całego zespołu oraz wyeliminowaniem pojawiających się wątpliwości. Przyczyna źródłowa powinna być określona w sposób jednoznaczny i spójny.
Długoterminowe działania korygujące – opracowanie planu działań, które wyeliminują problem na stałe, jednocześnie nie powodując żadnych skutków ubocznych.
Wdrożenie działań korygujących – wdrożenie uzgodnionego planu działań.
Ocena skuteczności – sprawdzenie, czy wprowadzone akcje korygujące były skuteczne. Jeśli nie widać poprawy, należy ponownie wrócić do kroku 4D i jeszcze raz przeanalizować możliwe przyczyny błędów.
Zapobieganie powtórzeniu problemu – opracowanie działań, które zapobiegną powtórzeniu problemu w przyszłości. W tym kroku dobrą praktyką jest stworzenie archiwum raportów 8D – do wykorzystania w przyszłości w ramach 'bazy wiedzy’ dla zbliżonych problemów.
Jakie narzędzia stosowane są do wdrażania poszczególnych punktów raportu 8D?
W raporcie 8D stosowane są różne narzędzia, które pomagają zidentyfikować przyczyny problemów i opracować skuteczne działania korygujące. Oto niektóre z najczęściej stosowanych przy jego tworzeniu narzędzi:
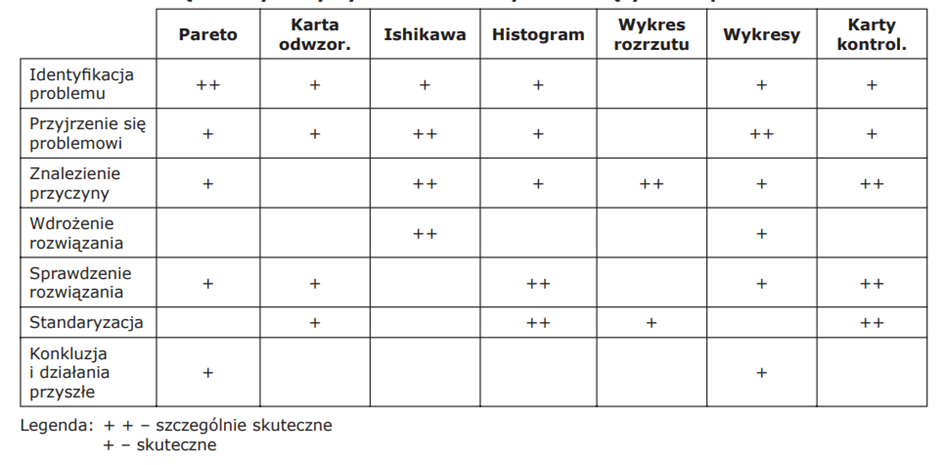
Analiza Pareto – służy do identyfikacji najczęstszych przyczyn problemów.
Diagram Ishikawy (diagram przyczyn i skutków – root cause analysis) – pomaga wizualizować związki między przyczynami i skutkami problemu.
Diagram przepływu – służy do zobrazowania procesu produkcyjnego i identyfikacji potencjalnych problemów.
Analiza FMEA (Failure Mode and Effects Analysis) – służy do identyfikacji i określenia przyczyny awarii lub problemów w procesie.
Pomiar procesu – pomaga w ocenie, jak proces wpływa na jakość produktu.
Testowanie i kontrola jakości – pomaga w identyfikacji problemów związanych z jakością produktu.
Ocena skuteczności przykładowych narzędzi została przedstawiona poniżej:
Jakie czynniki wpływają na skuteczność tej metody rozwiązywania problemów?
Skuteczność raportu 8D zależy od wielu czynników. Najważniejsze z nich zostały przedstawione w poniższych punktach:
Zaangażowanie zespołu – kluczowym czynnikiem skuteczności raportu 8D jest zaangażowanie całego zespołu w proces rozwiązywania problemu. Zespół powinien składać się z pracowników, którzy posiadają wiedzę i doświadczenie potrzebne do rozwiązania problemu.
Dokładna analiza przyczyn – dokładna analiza przyczyn problemu jest kluczowa dla skutecznego rozwiązania problemu. Należy dokładnie zidentyfikować przyczyny i potwierdzić je przy użyciu odpowiednich narzędzi i metod.
Skuteczne działania korygujące – kluczowym elementem raportu 8D jest opracowanie i wdrożenie skutecznych działań zapobiegawczych (akcji korekcyjnych). Działania te powinny być dokładnie opracowane i dostosowane do specyfiki problemu.
Monitorowanie i kontrola – po wprowadzeniu działań korygujących ważne jest monitorowanie i kontrola, czy wprowadzone działania skutecznie rozwiązały problem.
Zapobieganie powtórzeniu problemu – po rozwiązaniu problemu należy opracować plan działań, które zapobiegną powtórzeniu problemu w przyszłości.
Kultura organizacyjna – kultura organizacyjna, która sprzyja otwartości, uczciwości, odpowiedzialności i ciągłemu doskonaleniu, jest kluczowa dla skuteczności raportu 8D.
Dostępność zasobów – dostępność odpowiednich zasobów, takich jak narzędzia, ludzie, czas i budżet, jest ważna dla skutecznego rozwiązywania problemów.
Jeśli powyższe czynniki zostaną uwzględnione, raport 8D będzie skuteczny w rozwiązywaniu problemów i zapobieganiu ich powtórzeniu w przyszłości.
Źródła błędów popełnianych podczas wdrażania metody 8D
Podczas tworzenia raportu 8D można popełnić wiele błędów, które mogą wpłynąć na skuteczność procesu rozwiązywania problemów. Oto niektóre z najczęściej popełnianych błędów:
Niedokładna analiza przyczyn – jeśli przyczyny problemu nie są dokładnie zidentyfikowane, wprowadzone działania korygujące mogą nie być skuteczne. Należy skupić się na dokładnej i precyzyjnej analizie przyczyn.
Brak zaangażowania zespołu – jeśli cały zespół nie jest zaangażowany w proces rozwiązywania problemów, może to prowadzić do niedostatecznego zaangażowania w proces i braku odpowiednich działań korygujących.
Niedostateczne zaangażowanie kierownictwa – kierownictwo powinno być zaangażowane w proces rozwiązywania problemów, a decyzje powinny być podejmowane na odpowiednim poziomie. Brak zaangażowania kierownictwa może prowadzić do braku odpowiednich działań korygujących.
Nieodpowiednie działania korygujące – działania korygujące powinny być odpowiednio dobrane do przyczyn problemu. Jeśli działania korygujące nie są skuteczne lub nie są odpowiednie do przyczyn problemu, problem może powrócić w przyszłości.
Brak monitorowania i kontroli – jeśli wprowadzone działania korygujące nie są monitorowane i kontrolowane, może to prowadzić do powrotu problemu. implementacja działań wynikających z raportu 8D może wymagać wprowadzenia zmian w procesach lub systemach organizacyjnych. Brak odpowiedniej kontroli nad tymi zmianami może prowadzić do problemów lub niepożądanych skutków.
Brak planu zapobiegania powtórzeniu problemu – ważne jest, aby opracować plan działań, które zapobiegną powtórzeniu problemu w przyszłości.
Niedostateczne narzędzia i zasoby – brak odpowiednich narzędzi i zasobów, takich jak czas, pieniądze i ludzie, może wpłynąć na skuteczność procesu rozwiązywania problemów. W niektórych przypadkach także brak wystarczającej ilości informacji na temat problemu może utrudnić wdrożenie działań wynikających z raportu 8D.
Unikanie powyższych błędów może pomóc w skutecznym rozwiązywaniu problemów i zapobieganiu ich powtórzeniu w przyszłości.
W jakich sytuacjach raport 8D nie jest odpowiedni?
Raport 8D jest zwykle stosowany do rozwiązywania problemów związanych z jakością produktów lub procesów produkcyjnych, ale może być również stosowany w innych obszarach, gdzie występują problemy wymagające rozwiązania. Niemniej jednak, istnieją pewne sytuacje, w których raport 8D może nie być odpowiedni. Oto kilka przykładów:
Problemy, które wymagają natychmiastowego rozwiązania – jeśli problem jest pilny i wymaga szybkiej interwencji, raport 8D może być zbyt czasochłonny i skomplikowany. W takim przypadku konieczne może być szybkie działanie, a proces 8D może być bardziej odpowiedni dla bardziej skomplikowanych problemów.
Problemy związane z bezpieczeństwem – jeśli problem jest związany z zagrożeniem dla życia lub zdrowia ludzi, raport 8D może nie być wystarczający, a zamiast tego należy podjąć natychmiastowe działania i ewentualnie przeprowadzić pełne dochodzenie w celu znalezienia przyczyny problemu.
Problemy związane z prawem – jeśli problem jest związany z naruszeniem prawa, raport 8D może nie być wystarczający. W takim przypadku należy podjąć odpowiednie kroki, aby rozwiązać problem zgodnie z obowiązującymi przepisami i regulacjami.
Problemy związane z decyzjami strategicznymi – jeśli problem jest związany z decyzjami strategicznymi, które wymagają szerszej analizy i oceny, raport 8D może nie być wystarczający. W takim przypadku konieczne może być przeprowadzenie bardziej szczegółowej analizy i oceny przed podjęciem decyzji.
W każdym przypadku należy ocenić, czy raport 8D jest odpowiedni do rozwiązania problemu i czy istnieją inne narzędzia lub podejścia, które będą bardziej skuteczne.
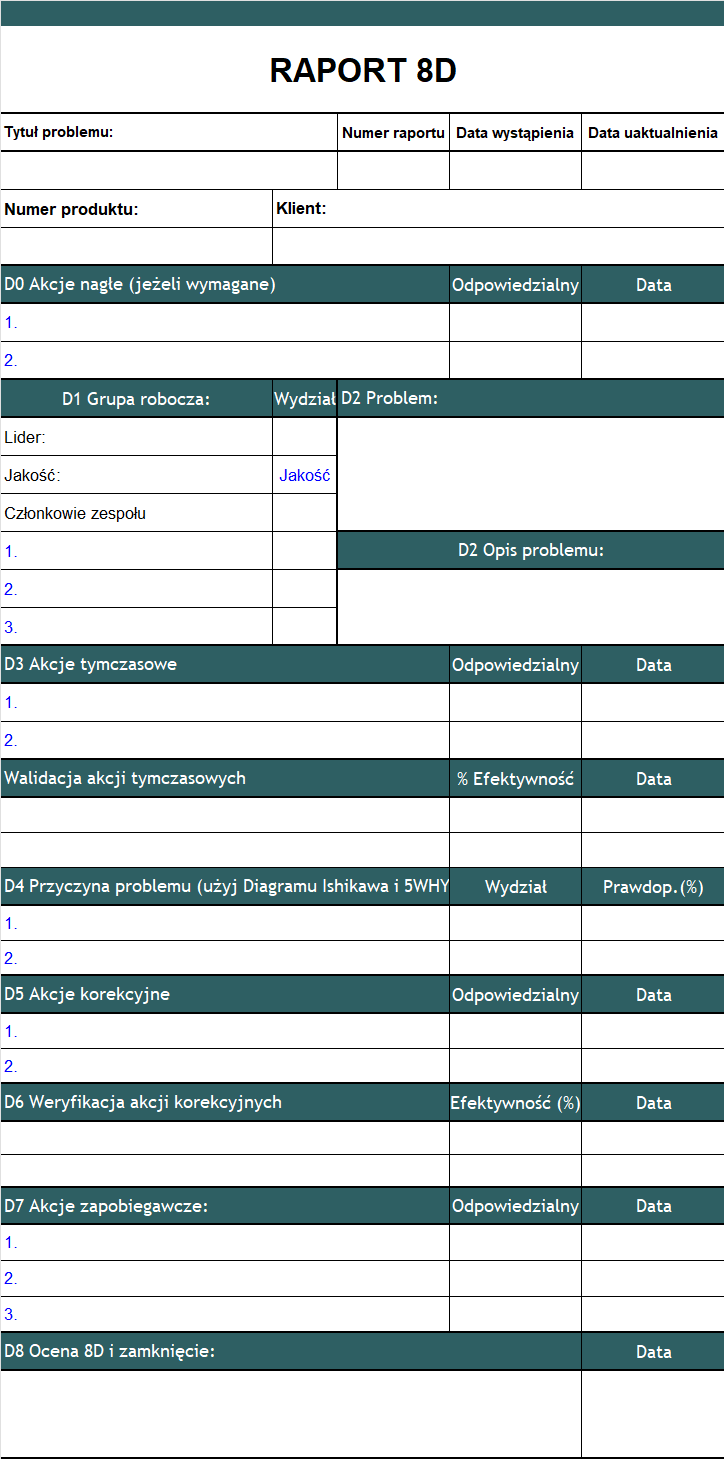
Formularz wzorcowy raportu 8D
Poniżej przedstawiony został przykładowy raport 8d.
Praktyczny przykład zastosowania Metodologii 8D – przebieg analizy i rozwiązania problemu jednego z Klientów DSR
Jeden z naszych Klientów zaczął zgłaszać na portalu suportowym problemy z niepokojącymi objawami nieprawidłowego zachowania systemu ERP – niestabilnością w różnych obszarach. Były one sukcesywnie (w miarę zgłaszania) rozwiązywane jeden po drugim (traktowane osobno) jednak ich liczba w czasie nie zdawała się zmniejszać. Postanowiliśmy zatem zastosować w tym przypadku metodę 8D, by dociec przyczyny źródłowej ich powstawania.
W etapie pierwszym (D1) firma zebrała grupę 7 osób, z których wybrano osobę odpowiedzialną za całość działań związanych z rozwiązaniem problemu. Został nią kierownik prowadzonego w przeszłości projektu wdrożeniowego systemu ERP u tegoż Klienta. Był on liderem grupy odpowiadającej za realizację poszczególnych jej działań oraz bezpośredni kontakt z Klientem. Członkami grupy byli konsultanci/inżynierowie z różnych obszarów działania DSR:
konsultanci techniczni,
konsultant Działu Integracji Systemów,
koordynator Działu Wsparcia (suport),
programista,
konsultant obszarowy.
Dobór taki umożliwił zapewnienie szerokiego zakresu wiedzy i różnorodnego doświadczenia.
Etapem kolejnym (D2) było zdefiniowanie problemu przez grupę. Nieprawidłowości zebrano i przedstawiono w raporcie, a ich opis brzmiał następująco: „Od 3 tygodni użytkownicy systemu ERP obserwują powtarzające się problemy z jego funkcjonowaniem, które nie występowały w przeszłości.Wydłuża się czas oczekiwania na wyniki zapytań w przeglądach (browsers); zdarza się, że użytkownicy nie są w stanie skutecznie zalogować się do systemu (muszą ten proces powtarzać, trwa to niewspółmiernie długo w odniesieniu do wcześniejszej pracy systemu lub kończy się niepowodzeniem); pojawiły się problemy z integracją z zewnętrznym systemem pobierającym dane z ERP; wreszcie system produkcyjny zatrzymał się „bez widocznej bezpośrednio przyczyny” dwa razy w ciągu poprzedniego tygodnia.”.
Po zdefiniowaniu problemu grupa przeszła do kolejnego etapu (D3), a mianowicie wdrożono działania tymczasowe.
Zwiększono do możliwe maksymalnych wartości parametry techniczne serwera na którym pracował system ERP.
Zrezygnowano z jednego środowiska testowego by zwiększyć zasoby dyskowe i odciążyć środowisko produkcyjne.
Powiększono limity czasowe oczekiwania na wyświetlenie wyników w przeglądach.
Wdrożono automatyczny mechanizm usuwania zawieszonych sesji użytkowników.
Gdy tymczasowe działania zaczęły funkcjonować, zespół rozpoczął prace nad określeniem i weryfikacją podstawowych przyczyn (D4). Przeprowadzone zostały analizy FMEA oraz diagramu przyczynowo-skutkowego, które ujawniły, że podstawową przyczyną było uszkodzenie części indeksów bazy danych na niektórych tablicach, spowodowane okresowymi brakami przestrzeni dyskowej na serwerze.
Po ustaleniu przyczyn grupa mogła przejść do wyboru właściwych działań korygujących (D5). W oparciu o doświadczenia inżynierskie i zdobytą wcześniej wiedzę członków zespołu, stworzono listę kroków i aktywności proponowanych do realizacji/wdrożenia:
Powiększenie przestrzeni dyskowej na serwerze.
Wykonanie kopii bazy produkcyjnej i nagranie jej do środowiska testowego (ŚT).
Przeprowadzenie testu naprawy indeksów bazy danych w (ŚT) – oszacowanie czasu potrzebnego na działania naprawcze w środowisku produkcyjnym (ŚP).
Zorganizowanie okna serwisowego (czas w którym nie będzie możliwa praca z systemem).
Przeprowadzenie naprawy indeksów bazy danych w (ŚP).
Zespół podjął decyzję o wycofaniu tymczasowych działań korygujących wprowadzonych w etapie D3, a następnie przeszedł do wdrażania ciągłych działań korygujących (D6). Ustalono plan wdrażania tych działań (stworzonych podczas realizacji poprzedniego etapu), a także sposób ich monitorowania. Po ich realizacji zespół (wspólnie z Klientem) potwierdził, że wszystkie obserwowane wcześniej problemy przestały występować i system wrócił do poprzedniej, stabilnej pracy.
W celu zapobiegania ponownemu wystąpieniu problemów (D7), grupa:
1) przygotowała i wdrożyła dodatkowe narzędzia monitorujące pracę systemu,
2) zaimplementowała mechanizmy automatycznie powiadamiające służby IT Klienta i DSR o występujących problemach,
3) zbudowała i uruchomiła w środowisku produkcyjnym systemu automaty (tzw. demony) usuwające nadmiarowe pliki tymczasowe oraz przycinające logi systemu i baz danych.
Na zakończenie prac zespołu, na ręce menedżera IT Klienta, złożony został raport dotyczący zakończenia działań (D8). Ponadto omówiony został wkład całego zespołu oraz wkład indywidualny poszczególnych członków grupy w rozwiązanie problemu.
Autor: Piotr Słowiński
Project Manager PMP® DSR S.A. z 15 -letnim doświadczeniem we wdrażaniu rozwiązań ERP 4FACTORY (QAD); w DSR S.A. od 10 lat pracuje na stanowisku Starszego Kierownika Projektów.
Certyfikat PMI PMP® zdobyty w roku 2012.
Ponad 50 projektów implementacyjnych dla Klientów DSR (wdrożenia i upgrade'y systemu ERP 4FACTORY oraz wszystkich rozwiązań z oferty DSR 4FACTORY w wielu różnych konfiguracjach). Doświadczenie w prowadzeniu projektów w zespołach od kilku do kilkudziesięciu osób.
Ta strona korzysta z ciasteczek, aby zapewnić Ci najlepszą możliwą obsługę. Informacje o ciasteczkach są przechowywane w przeglądarce i wykonują funkcje takie jak rozpoznawanie Cię po powrocie na naszą stronę internetową i pomaganie naszemu zespołowi w zrozumieniu, które sekcje witryny są dla Ciebie najbardziej interesujące i przydatne.
Ściśle niezbędne ciasteczka
Niezbędne ciasteczka powinny być zawsze włączone, abyśmy mogli zapisać twoje preferencje dotyczące ustawień ciasteczek.
Jeśli wyłączysz to ciasteczko, nie będziemy mogli zapisać twoich preferencji. Oznacza to, że za każdym razem, gdy odwiedzasz tę stronę, musisz ponownie włączyć lub wyłączyć ciasteczka.
Ciasteczka stron trzecich
Ta strona korzysta z Google Analytics do gromadzenia anonimowych informacji, takich jak liczba odwiedzających i najpopularniejsze podstrony witryny.
Włączenie tego ciasteczka pomaga nam ulepszyć naszą stronę internetową.
Najpierw włącz ściśle niezbędne ciasteczka, abyśmy mogli zapisać twoje preferencje!